Akryllins, PMMA plastlins.


Objektiv introduktion:
Basplattan av akryllins är gjord av PMMA, som också kallas pressad akryllins av människor i Hong Kong och Taiwan.Akryllins hänvisar till den extruderade akrylplattan.För att uppnå den optiska galvaniseringen kommer basplattan att bilda spegeleffekten efter vakuumbeläggning.Plastlins används för att ersätta glaslins, som har fördelarna med lätt vikt, inte lätt att bryta, bekväm formning och bearbetning, enkel färgning och så vidare, utvecklingstakten ökar dag för dag, och det har blivit en slags teknik vid linsproduktion.Plastplattor kan i allmänhet göras till: enkelsidig spegel, dubbelsidig spegel, plastspegel, pappersspegel, halvlins, etc. de kan tillverkas enligt olika krav.Till exempel kan skärmen på mobiltelefon och TV ses varje dag.
Linsens egenskaper:
Akryl är lämplig för sekundär bearbetning, såsom bearbetning, termoplastisk formning, formblåsning, blister, lösningsmedelsbindning, termisk tryckning, screentryck och vakuumgalvanisering.Efter succén är det vad vi kallar akryllins.
Akrylplatta polymeriseras av metylmetakrylatmonomer (MMA), nämligen polymetylmetakrylat (PMMA) plattplexiglas, som är ett slags plexiglas som bearbetas genom speciell process.Det har ryktet om att vara "plastdrottning".Forskningen och utvecklingen av akryl har en historia på mer än 100 år.
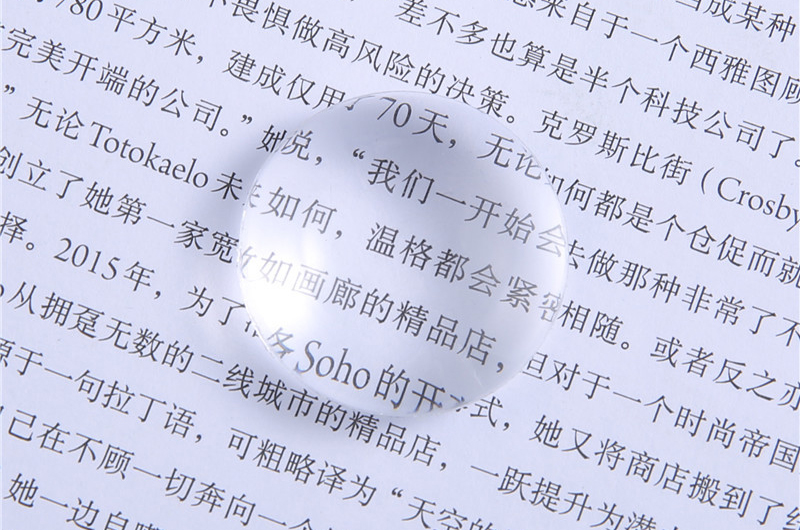
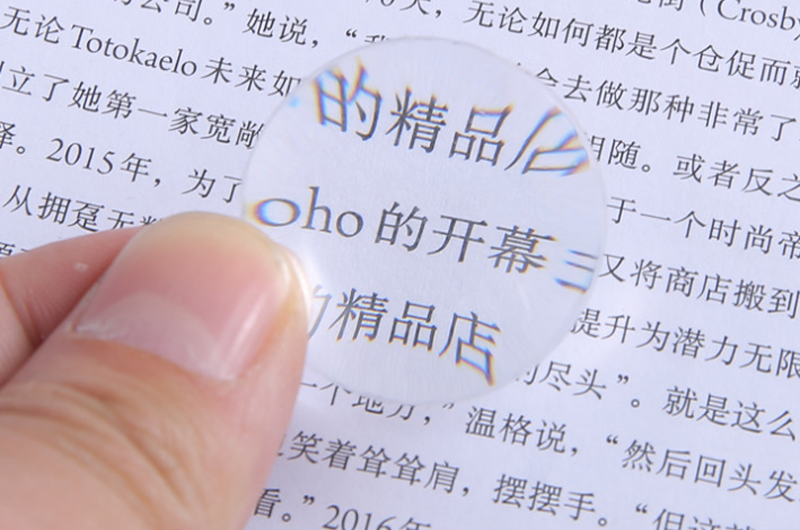
Linsanvändning:
Akryl har fördelarna med låg vikt, lågt pris och enkel formning.Dess formningsmetoder inkluderar gjutning, formsprutning, bearbetning, termoformning av akryl, etc. Speciellt kan formsprutning tillverkas i stora kvantiteter, med enkel process och låg kostnad.Därför används det ofta i instrumentdelar, billampor, optiska linser, genomskinliga rör och så vidare.
Akryl är det bästa nya materialet för att tillverka sanitetsgods efter keramik.Jämfört med traditionella keramiska material har akryl inte bara oöverträffad hög ljusstyrka, utan har också följande fördelar: god seghet och inte lätt att skada;Stark återställande, så länge det mjuka skummet doppat i tandkräm kan torka av sanitetsgodset en ny.Konsistensen är mjuk och det finns ingen benkylning på vintern;Ljusa färger kan möta den individuella strävan efter olika smaker.Bordsfatet, badkaret och toaletten av akryl är inte bara utsökt i stil, hållbara, utan också miljövänliga.Dess strålningslinje är nästan densamma som för mänskliga ben.Sanitetsartiklar i akryl dök först upp i USA och står nu för mer än 70% av hela den internationella marknaden.På grund av svårigheten och den höga kostnaden för akrylproduktion finns det många billiga substitut på marknaden.Dessa substitut, även kända som "akryl", är egentligen vanlig organisk kartong eller kompositskiva (även känd som sandwichskiva).Vanlig ekologisk skiva är gjuten med vanligt plexiglas sprickmaterial och pigment.Dess ythårdhet är låg och lätt att bleka.Poleringseffekten är dålig efter polering med finsand.Kompositskivan har endast ett tunt lager akryl på ytan och ABS-plast i mitten.Det är lätt att delaminera på grund av inverkan av termisk expansion och kall krympning vid användning.Sann och falsk akryl kan identifieras från den subtila färgskillnaden och polerande effekten av plåtsektionen.1 Arkitektonisk applikation: fönster, ljudisolerade dörrar och fönster, dagsljusskydd, telefonkiosk, dekorativ färgspegel, etc. Reklamapplikation: ljuslåda, skylt, skylt, utställningsställ, etc. Transportapplikation: tåg, bilbackspegel, billins, etc. 4 Medicinsk användning: babykuvös, olika kirurgiska medicinska instrument, civila artiklar: hantverk, kosmetiska speglar, fästen, akvarier, leksaksspeglar, etc Industriell tillämpning: instrumentpanel och lock, etc. Belysningstillämpningar: lysrör, ljuskrona, gatlyktor, led reflektor, akrylreflektor, etc.
Processegenskaper:
1. Akryl innehåller polär sidometyl, som har uppenbar hygroskopicitet.Vattenabsorptionen är i allmänhet 0,3 % – 0,4 %.Det måste vara akrylplatta innan formning
Den måste torkas i 80 ℃ – 85 ℃ i 4-5 timmar.2. Akryl har effektiva och uppenbara icke-newtonska vätskeegenskaper i temperaturområdet för formningsbearbetning.Smältviskositeten kommer att minska avsevärt med ökningen av skjuvhastigheten, och smältviskositeten är också mycket känslig för temperaturförändringar.Därför, för formningsbearbetning av polymetylmetakrylat, kan ökning av formtrycket och temperaturen avsevärt minska smältviskositeten och erhålla bättre fluiditet.3. Temperaturen vid vilken akryl börjar flyta är cirka 160 ℃, och temperaturen vid vilken den börjar sönderdelas är högre än 270 ℃, med ett brett bearbetningstemperaturområde.4. Viskositeten hos akrylsmältan är hög, kylhastigheten är snabb och produkterna är lätta att producera inre stress.Därför kontrolleras processförhållandena strikt under formningen, och produkterna behöver även efterbehandling efter formningen.5. Akryl är en amorf polymer med liten krympning och dess variationsområde, vanligtvis cirka 0,5 % – 0,8 %, vilket bidrar till att forma plastdelar med hög dimensionsnoggrannhet.6. Akrylskärprestanda är mycket bra, och dess profil kan lätt bearbetas till olika nödvändiga storlekar.
Bearbetningsteknik:
Akryl kan anta gjutning, formsprutning, extrudering, termoformning, lasergravering, laserskärning och andra processer.
Gjutgjutning
Gjutgjutning används för att bilda profiler som plexiglasplattor och stänger, det vill säga profiler formas genom bulkpolymerisation.De gjutna produkterna behöver efterbehandling.Efterbehandlingsförhållandena är värmekonservering i 2 timmar vid 60 ℃ och värmekonservering i 2 timmar vid 120 ℃
Formsprutning
Formsprutning använder det granulära materialet som framställts genom suspensionspolymerisation, och formningen utförs på den vanliga kolven eller skruvformningsmaskinen.Tabell 1 visar de typiska processbetingelserna för formsprutning av polymetylmetakrylat.Processparametrar skruvformsprutningsmaskin kolv formsprutningsmaskin cylinder ℃ temperatur bak 180-200 180-200 mitten 190-230 främre 180-210 210-240 munstyckstemperatur ℃ 180-210 210-240 gjutform 40-240 i 40 tryck MPa 80-120 80-130 hålltryck MPa 40-60 40-60 skruvhastighet rp.m-1 20-30 injektionsprodukter behöver också efterbehandling för att eliminera inre stress, Behandlingen utförs i en 70-80 ℃ varmluftcirkulationstorkugn.Behandlingstiden för akrylstav tar vanligtvis cirka 4H beroende på produktens tjocklek.
Termoformning
Termoformning är processen att göra plexiglasplatta eller -ark till produkter av olika storlekar och former.Ämnet som skärs till den önskade storleken kläms fast på formramen, värms upp för att mjuka upp det och trycksätts sedan för att göra det nära formytan för att få samma form som formytan.Efter kylning och formning trimmas kanten för att erhålla produkten.Metoden för vakuumdragning eller direkt trycksättning av stans med profil kan användas för trycksättning.Termoformningstemperaturen kan hänvisa till det temperaturintervall som rekommenderas i tabell 3. Vid användning av snabbvakuumformningsprodukter med lågt drag är det lämpligt att anta temperaturen nära den nedre gränsen.Vid formning av djupgående produkter med komplex form är det lämpligt att anta temperaturen nära den övre gränsen.I allmänhet antas den normala temperaturen.
Vi har alla storlekar av aryllinser, om du behöver dem, vänligen kontakta oss, vi kan också göra aryllinsen enligt dina krav.Du kan skicka ritningen till oss, då kan vi göra formarna åt dig.Tack så mycket.